

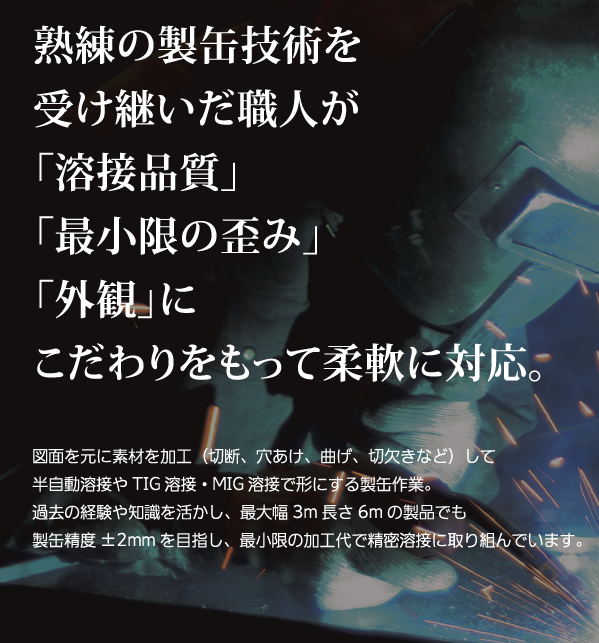




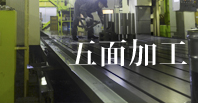
大型の溶接構造物を製作できます! |
|
重量10トンまで。大きさ3mx6.5mまで。製作可能。 |
|
元々は製缶専門だった! |
|
鈴木製作所は溶接中心の製缶屋でした。1990年に最初の五面加工機を導入し、溶接と機械加工の両立を実現しました。 |
|
次の世代へ技術継承 |
|
鈴木製作所では2000年より技術継承を踏まえた人財育成に力を入れており、熟練工が持つ技術を若い世代へ伝えていくよう取り組んでいます。 |


精度や見た目の品質で、高い評価をいただいています。
常に製品の使用を考え、製作を行います。確かな品質の為に、最新の設備導入や、技術と人のレベルアップを図り、未来に関わるものづくりをしていきます。
品質は良き職人が作り上げます。


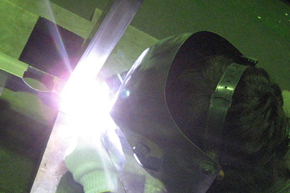
■半自動溶接
一般的な溶接方法で、弊社でも一番主力となる溶接です。CO2溶接ともいい炭酸ガスを使うことで溶接性を活かす溶接。半自動と呼ばれる理由はスイッチ一つでワイヤーの供給が自動的に行われることからきている。楽に早く出来るところが特徴。
■TIG溶接
不活性ガスを使う溶接方法で、欠陥が少なく、高品質な溶接ができます。
非常に汎用性が高く、溶接できる材種も幅広いのが特徴。薄板の溶接にも適しています。
ただ、圧倒的にスピードの面では他の溶接方法より遅く、職人の技量で大きく差がつきます。
 |
神田 一宏 TIG溶接は製品自体、外観を重視するものが多く、溶接部分のビードの仕上がり(色や、ビード目など)に気を使うことが多いです。配管に使うものや、真空チャンバーなどは、溶け込みが特に必要でガスも特殊なモノを使って溶接性を高めてます。 |
|---|

■MIG溶接
半自動溶接とTIGの良いところをもった溶接方法。高価なもののため、一部の溶接において使用。
特にアルミの構造物・チャンバー製作では効果を発揮する。
|
神田 一宏 アルミ製品の場合、二次加工で切削するものが多いため、安定して溶け込ます為に使用するガスはTIG溶接と同様に良いものを選択しています。予熱や母材の洗浄も溶接の溶け込みに影響が大きいため、段取り面でも気配りが大事です。 |
|---|


■フレーム
| 説明 : | 半導体関連部品の製作 |
| 寸法 : | 寸法:2500x3500x600 |
| 重量 : | 2300kg |
お客様のご希望
高精度加工の製品づくりのために高精度な部品が必要。 製缶から機械加工までできることが必須。
制作時のポイント
高精度な平面加工が何本もあり、削り代をうまく出せるか、製缶技術で大きく差がでる。

■フレーム台
| 説明 : | 試験装置部品の補修 |
| 寸法 : | 2200x2200x500 |
| 重量 : | 2000kg |
お客様のご希望
補修内容が溶接も加工も絡むため溶接技術と機械加工技術の両方の事がわかる会社に依頼をしたかった。
制作時のポイント
溶接による熱影響を考慮した加工方法の構築や加工後の溶接チェックを行うことができる必要がある。






森 清英
お客様が第一印象で安心してもらえるように、溶け込みやビードを気にしながら溶接してます。 溶接のスタート・終わりは欠陥が出やすい箇所で、特に気を付けてます。鈴木製作所では後で機械加工がある部品製作がたくさんあります。二次加工のある開先加工部は表面に影響がでやすく、それを意識しながら一層目をしっかりと、2層目以降もノロなどを取り重ねていくことで加工後に問題ないよう溶接してます。